Snap-on dead blow ball peen and handy little plastic pick set.

I found these Ridgid tubing benders online for an absolute steal, I'm slowly completing my collection of small size tubing benders for all the automotive plumbing work I get myself into.

I went a little wild on eBay too and bought all this shit. I wanted to try an air drill, then started watching a bunch to get a good price, then I stumbled into TWO that were selling for good prices... next thing you know I have a whole coffee table filled with tools.

Here's the reason for all the screwdrivers. I like the feel (and honestly, the look and brand) of the Snap-on Instinct handles, so I bought a few to take apart. I pressed in a 1/4" collet adapter from eBay, added a 60º carbide burr, and now I have a handy way to deburr small holes by hand.

I mounted the miniature Jacobs chuck to another one, and now I have a set of hand deburring tools.

Also, my air tool drawer is filling up! Still plenty of room though.

I also took a break for a road trip to Cleveland. While there, I had to stop at Great Lakes brewing and pick up some of my favorites! Edmund Fitzgerald <3

Back to tools. I picked up this Milwaukee adjustable angle level after a few positive reviews on Instagram, and a Snap-on LED rechargeable light.

Since inheriting my grandfather's tools 2 years ago, I've been struggling to find a proper use for his toolbox. I had it filled up with the good stuff from his collection, but it was stuff I already had. I found myself leaving it locked up most of the time, basically waiting until I own a house so I can keep a spare set in the basement.
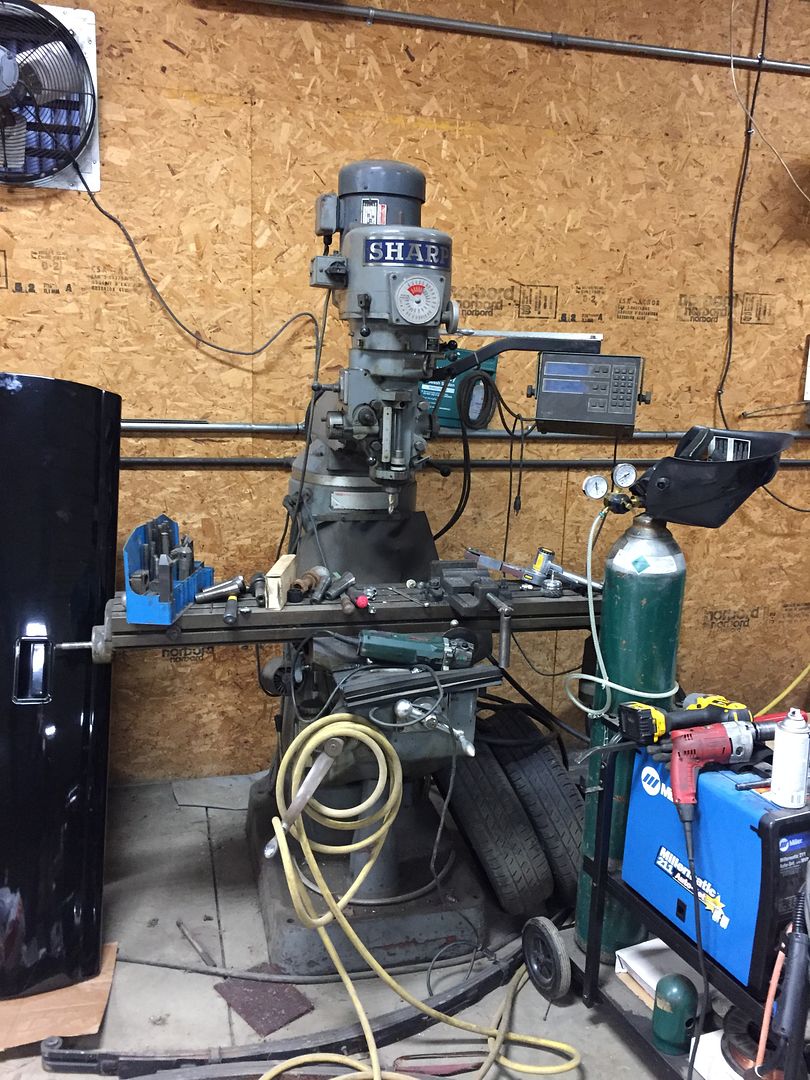
Now that I have access to a mill, I decided to move all of my machinist-style tools into his box. I moved his tools into some boxes for storage, moved a few of my precision tools home from work, and moved some stuff out of my main box. It's not quite full, and I have a lot of room to grow, but here is the updated layout.
Side shelf from my old Snap-on box:


This will fill out as I get more milling cutters.

The empty space in this drawer is at the top of my wish list! I have a legitimate need for a Starrett 2-3" micrometer coming up. I should also have room for a depth mic and 3-4" set as well.

Just some basics, which are generally all I need unless I'm getting into mechanical work. I'll probably pick up another set of Bondhus hex keys at some point.

Leaving room for small hole gauges


Those are parallels, a shitty R8 taper chuck, and a shitty face mill in the boxes. I think they're all Accusize brand, which are fine for most of what I'm doing.

I need to clean this drawer out. Eventually this will be tap wrenches and drills.

Again I'm not getting into mechanics work out of this box, I just need a few wrenches to tighten toe clamps and adjust the mill vise.

A few pairs of pliers. After this, the bottom two drawers are packed with junk and power tools.

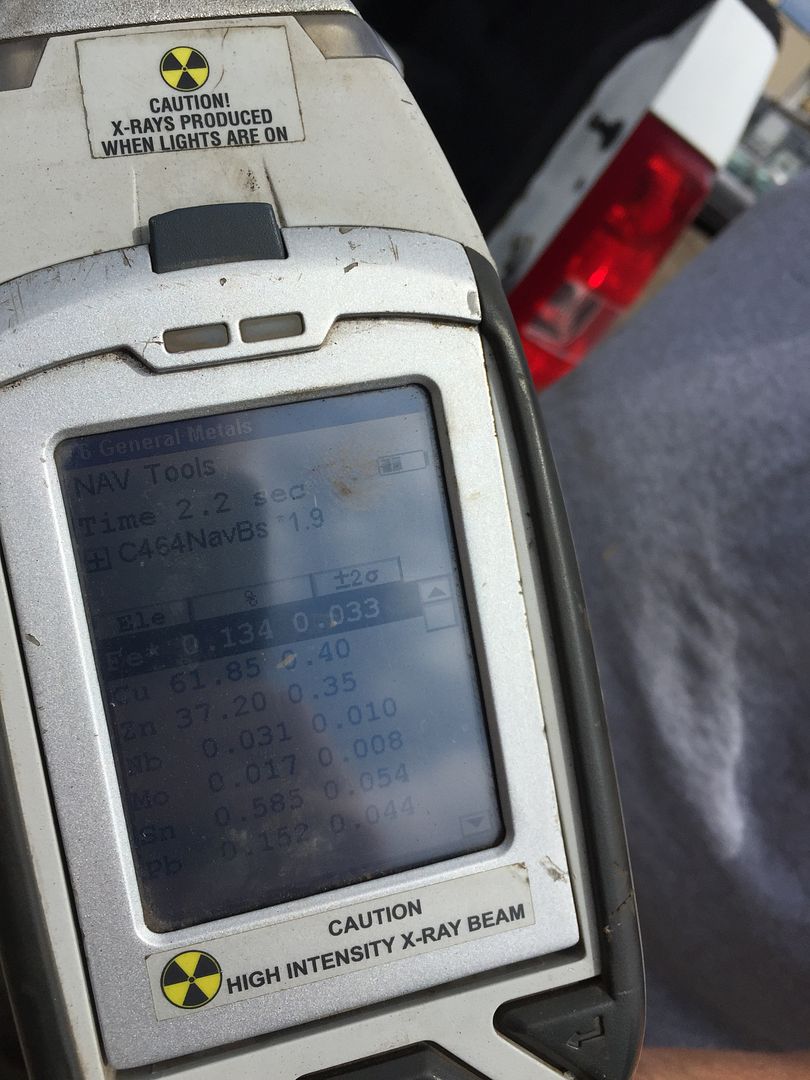
While digging through my grandpap's tools, I found a whole pile of copper alloy. I suspected it was brass, but wanted to make sure none of it was Beryllium Copper - toxic and common during the era he worked! I took it to the local scrap yard where my buddy works for analysis.

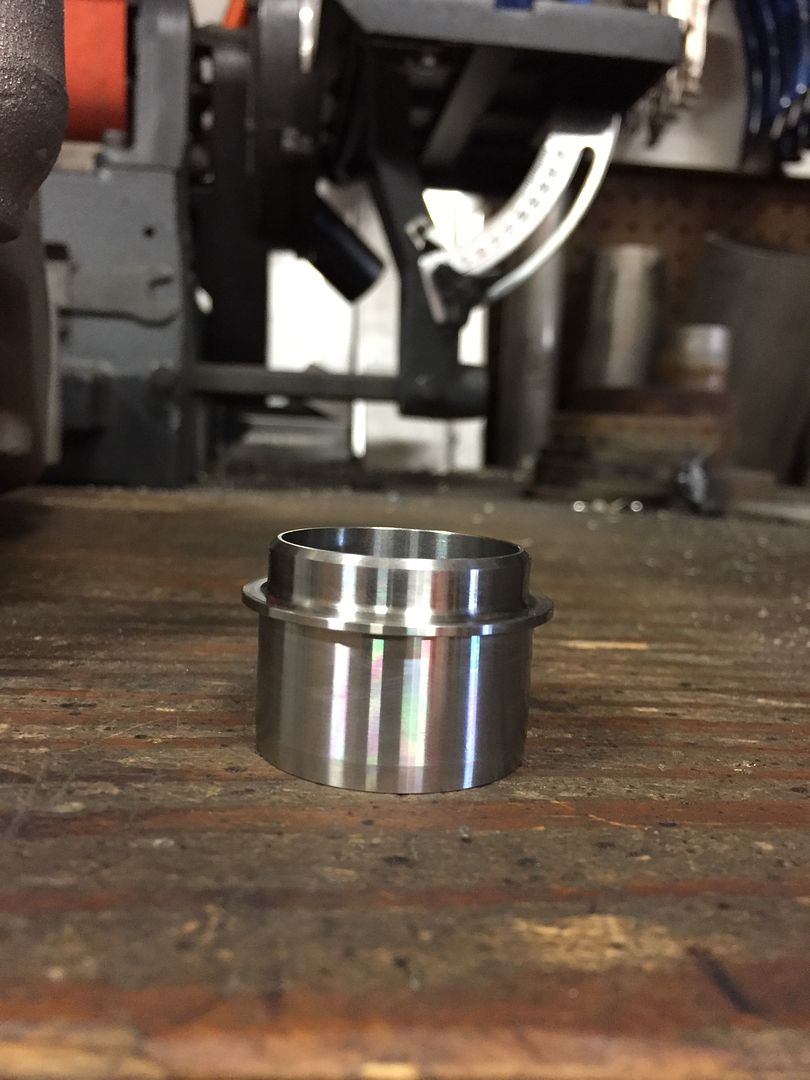
I determined that most of it is 360 Brass, but the large piece is Naval Bronze
Here is another little project. I used a piece of the brass and a spare hammer handle from my grandfather's collection to make my own miniature bronze hammer.



I also made some organizers for my file drawer. I have 4 sets of files - general purpose, aluminum-only, stainless-only, and steel-only. I keep them separated to avoid contamination if I'm filing welded joints and reduce the chance of problems with anodized aluminum (steel deposits will burn during the anodize process) or corrosion problems when working with stainless (steel deposits will rust, aluminum deposits will corrode). I made each separator from the same material each file is used for to prevent contamination in the drawer. This one shown below is just mild steel.